Using thermal mass flow instruments by Teledyne Hastings is an easy way to quickly and accurately measure gas flow. And in some cases, a mass flow instrument may be calibrated for one gas, but then the user may want to use the instrument in another gas. In this blog, we will show how to use GCFs (Gas Conversion Factors) when using flow instruments in different gases.
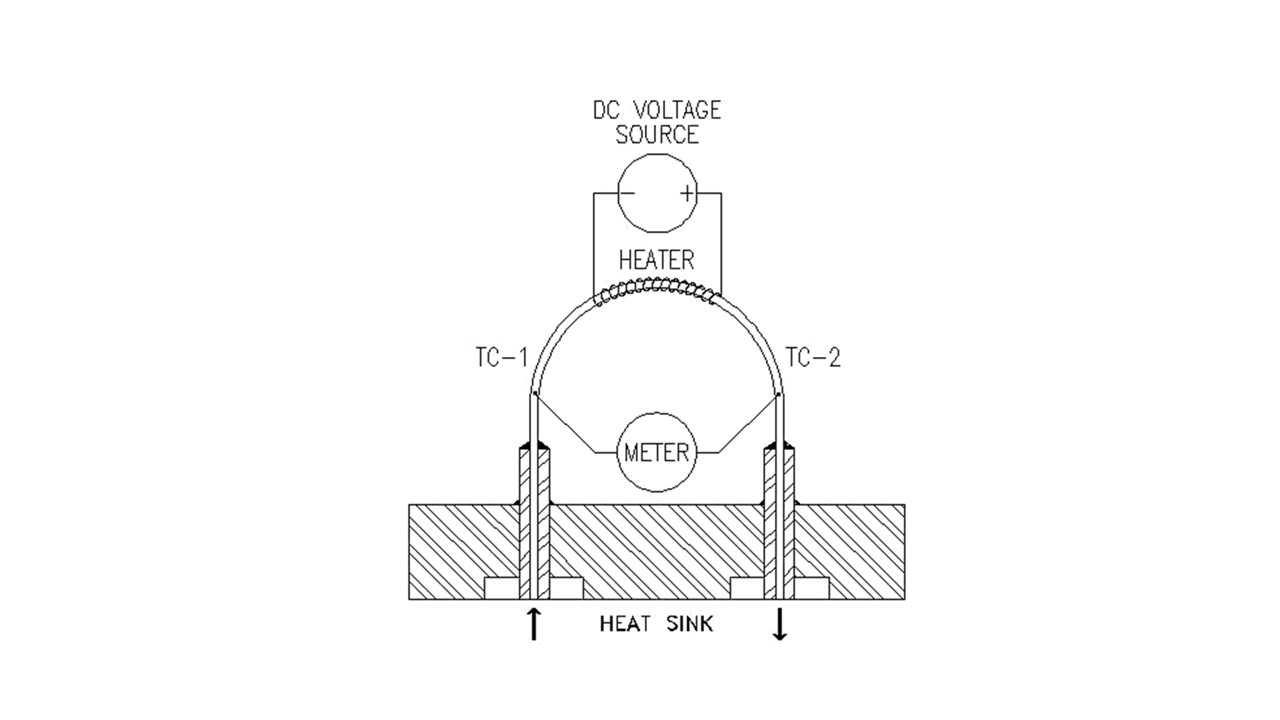
Before we get into GCFs, let’s quickly review the operation of one of our flow sensors. Below, we show a diagram of the 200 Series flow sensor. In this sensor, gas flows through a capillary tube which is heated in the middle to a temperature which is approximately 130°C. Two thermocouples, one upstream (TC-1) and one downstream (TC-2), measure the temperature. The temperature difference between the two thermocouples is proportional to the heat flow through the capillary tube. The heat flow, in turn, is proportional to the mass flow times the specific heat Cp of the gas. So, to first order, if we want to use a thermal mass flow meter that has been set up for one gas, and use it with another gas, we will multiply the output of the meter by the ratio of the specific heats. GCF ~ Cp1 / Cp2
There are a couple of things we need to point out. First, the ratio shown above is a simple approximation and does not tell the whole story. Next, the best GCFs are those that have been measured experimentally. However, in the case of dangerous gases, we use the best thermodynamic data available.
Here is a table of some common GCFs.
| Gas Conversion Factors (N2) |
| |
200 Series |
300 Series |
| Helium |
1.402 |
1.400 |
| Oxygen |
0.981 |
0.978 |
| Carbon Dioxide |
0.743 |
0.753 |
| Carbon Monoxide |
1.001 |
1.001 |
| Methane |
0.770 |
0.779 |
| Ammonia |
0.781 |
0.781 |
| Hydrogen |
1.009 |
1.004 |
| Argon |
1.401 |
1.405 |
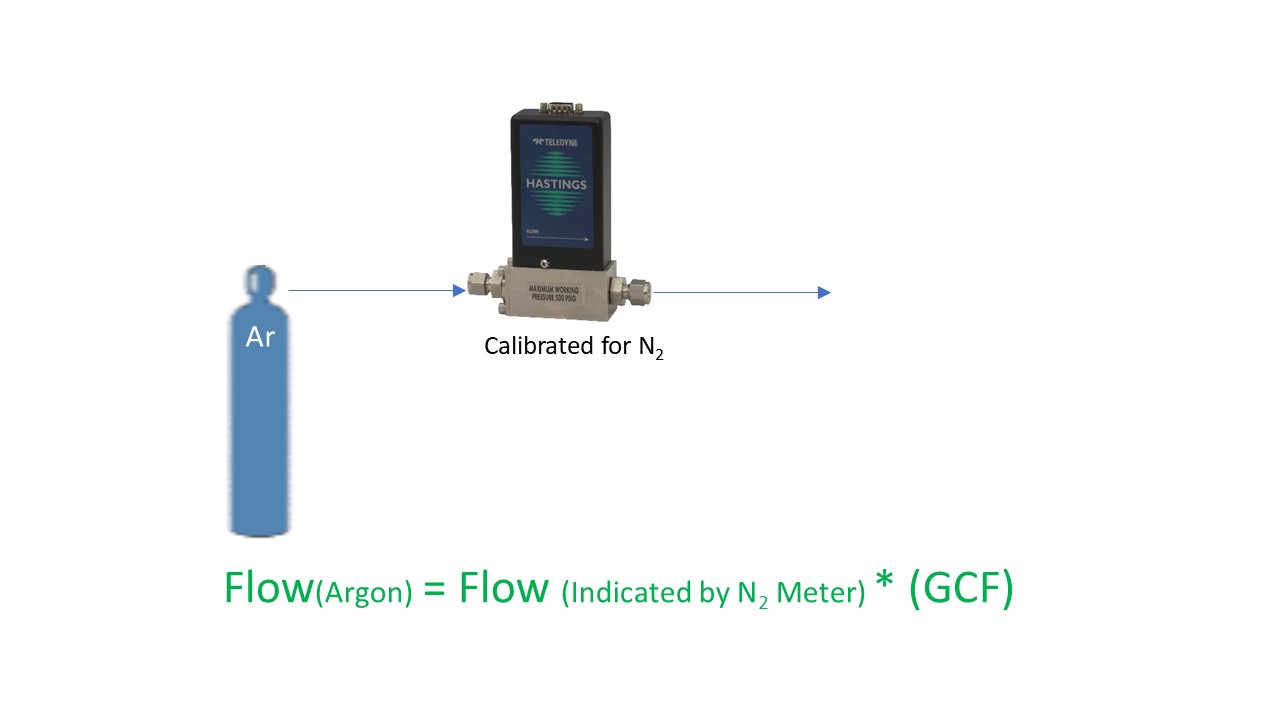
Next, we will discuss how we apply GCFs in practice. Let’s take an example of a flow meter that is calibrated for nitrogen. If we wanted to use the flowmeter in argon, we would take the output and multiply by the GCF for Argon.
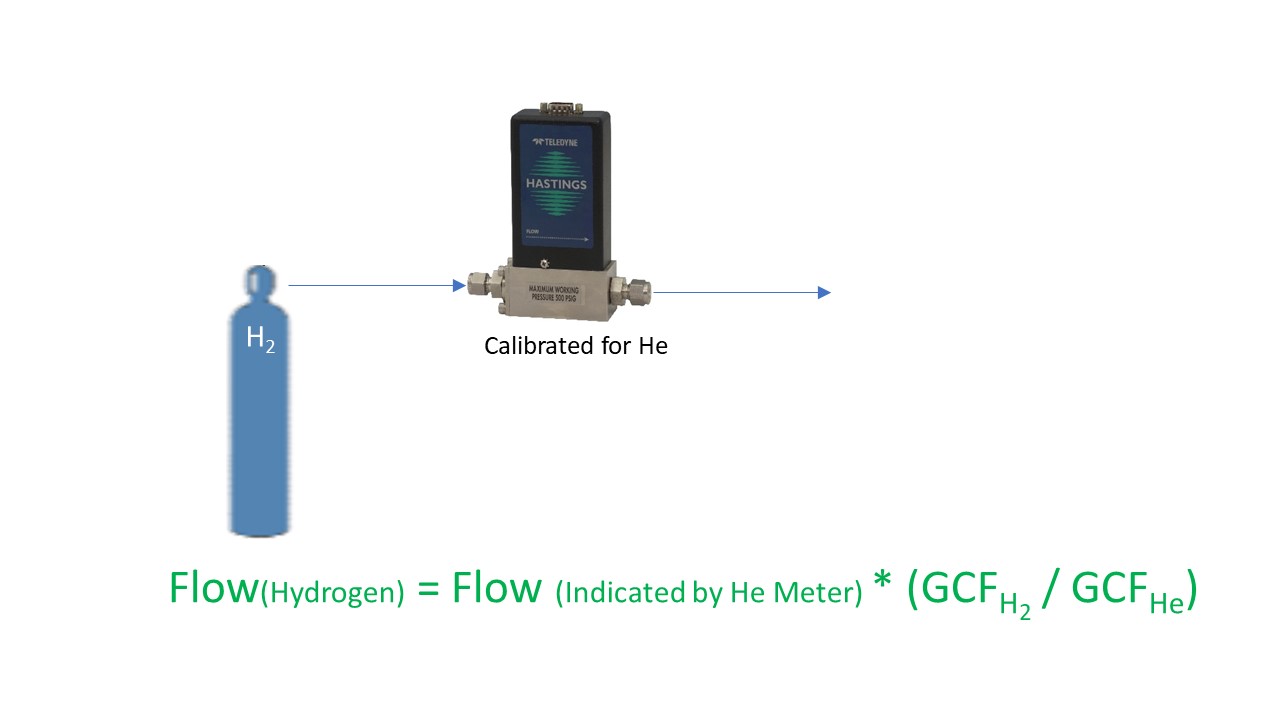
Here is another example; suppose we have a meter that is calibrated in helium and we want to use it in hydrogen. You would start by dividing the output by the GCF for helium (think of it as converting to the nitrogen equivalent), and then multiplying by the GCF for hydrogen.
Remember, always use the appropriate set of GCFs for the flow series that you are using. In other words, if you are using our Digital 300 Series, don’t apply GCFs from a 200 Series manual – they are not the same. And certainly don’t use non-Teledyne table of GCFs for use with Teledyne flow products. They might get you in the ballpark, but they will not be your best conversion.
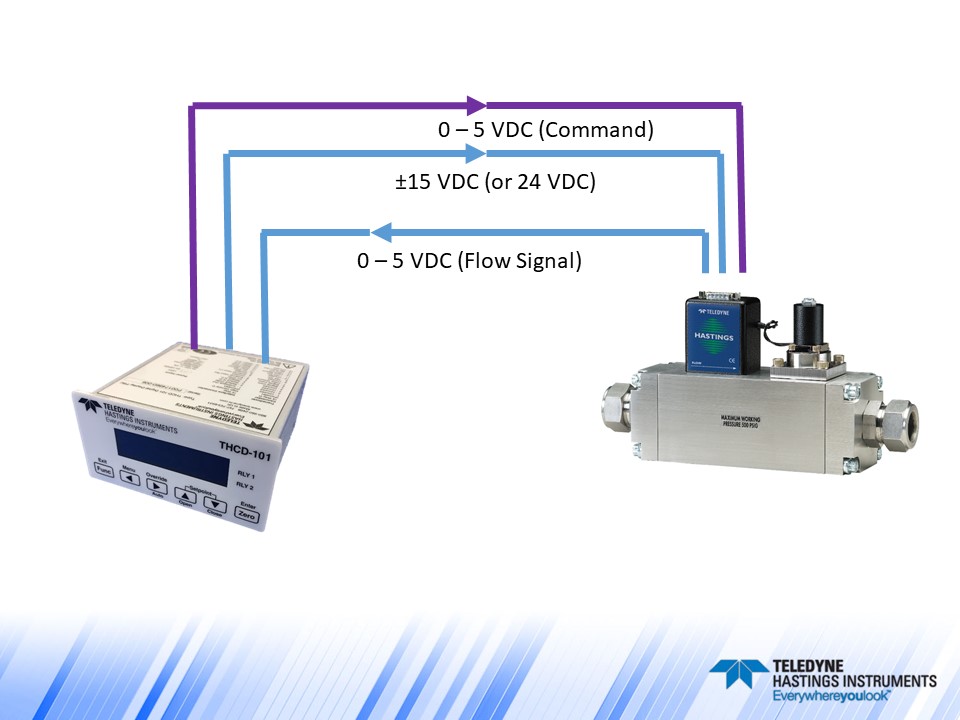
One other quick note about applying GCFs. Our line of flow power supplies, the THCD-101 (single channel) and the THCD-401 (four channel), can be used to quickly scale the analog input which is equivalent to applying a conversion factor. Let’s take another look at the Argon example. If we used the THCD-101 power supply with the nitrogen flow meter as shown below, at the nominal full scale of the flow meter, we will have a 5 VDC signal. If we want to use this same meter and power supply with Argon, we just need to “tell” the THCD-101 what value to display when it receives 5 VDC. So, if our flow meter was calibrated for nitrogen to give 5 VDC at 250 sccm, then the same flow meter will give 5 VDC in argon at 350 sccm. (250 * 1.4 = 350). So, we would then range the THCD-101 for 350 sccm. This can be done from the front panel or via the internal webserver.

Now let’s make things a little more interesting and discuss a flow controller example. Analog flow controllers work by receiving a command signal (usually 0-5 VDC, or 4-20 mA) and then they adjust their control valve such that the flow, and thus the analog signal output, matches the command signal input. (You can think of it like the cruise control in your car – you tell it you want to go 78 miles per hour, and then the engine does what it needs to do to maintain that speed). In the case of a 0-5 VDC flow controller, a 5-volt setpoint command is instructing the flow controller to set the flow to 100% of full scale. The relationship between flow rate and command signal is linear, so if the user wanted to control at 25% of full scale, then they would send a 1.25 VDC command signal (0.25 * 5 VDC = 1.25 VDC).
Now, suppose we had an HFC-202 flow controller (200 Series) that was calibrated for 200 sccm of methane and we wanted to use it to control the flow of argon. What voltage level would we need on the command signal to have a flow rate of 100 sccm of argon? Let’s first determine the full-scale flow rate (5 VDC) when using argon:
Flow (Ar) = Flow (CH4)/GCF (CH4) * GCF (Ar) = (200 sccm / 0.77) * 1.401 = 363.9
So, a 5 VDC command signal will give us 363.9 sccm of argon. If we want 100 sccm, we would send:
Command Voltage = 100 sccm (5 VDC / 363.9 sccm) = 1.374 VDC.
Now, one important note about using flow controllers in different gases. Just because we can apply GCFs does not mean that a flow controller’s valve will work properly when switching from one gas to another. As an extreme example, a flow controller valve that has an orifice sized to handle hydrogen will have a hard time handling significant flows of large polyatomic molecules like C2H6.
Teledyne flow products are easy to install and use. And our application engineers are standing by to help. We can be reached by email (hastings_instruments@teledyne.com), by phone 757-723-6531, or via LiveChat on our website www.teledyne-hi.com or by clicking the contact us button below.






 The new HVG-2020B from Teledyne Hastings is a great vacuum gauge for this application. The gauge uses two vacuum sensors: a piezoresistive sensor to measure pressures from atmosphere to 10 Torr and a thermal Pirani sensor to measure from 1 Torr to 0.1 mTorr. In between 1 and 10 Torr, the gauge uses a weighted average to ensure a smooth transition between the two sensors. The piezoresistive sensor is gas species independent, so no matter what gas is being backfilled, the piezoresistive sensor gives an accurate measurement. The Pirani sensor’s response is affected by the gas species, but the user can select a gas and the correction is made.
The new HVG-2020B from Teledyne Hastings is a great vacuum gauge for this application. The gauge uses two vacuum sensors: a piezoresistive sensor to measure pressures from atmosphere to 10 Torr and a thermal Pirani sensor to measure from 1 Torr to 0.1 mTorr. In between 1 and 10 Torr, the gauge uses a weighted average to ensure a smooth transition between the two sensors. The piezoresistive sensor is gas species independent, so no matter what gas is being backfilled, the piezoresistive sensor gives an accurate measurement. The Pirani sensor’s response is affected by the gas species, but the user can select a gas and the correction is made.
 Teledyne Hastings is proud to announce our newest 4-channel power supply, controller and display, the
Teledyne Hastings is proud to announce our newest 4-channel power supply, controller and display, the  The addition of Ethernet communication provides access to the newest feature that the THCD-401 has to offer; the internal web server! The web server can be accessed by entering the IP address of the THCD-401 into a browser’s address bar (requires static IP address configuration on the network prior to use). While the web server feature works best in Mozilla™ Firefox®, it can be accessed via any browser you choose. Figure 2 shows the web server interface with applications along the top navigation bar and a live data stream for remote read.
The addition of Ethernet communication provides access to the newest feature that the THCD-401 has to offer; the internal web server! The web server can be accessed by entering the IP address of the THCD-401 into a browser’s address bar (requires static IP address configuration on the network prior to use). While the web server feature works best in Mozilla™ Firefox®, it can be accessed via any browser you choose. Figure 2 shows the web server interface with applications along the top navigation bar and a live data stream for remote read.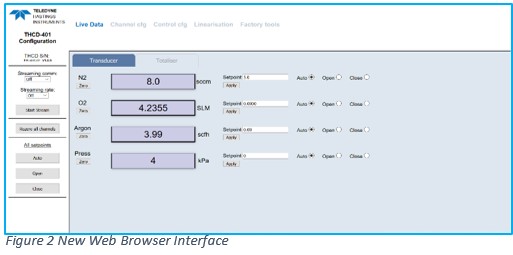

 The early part of the 1950’s was prosperous for Hastings due in part to the demand for the Raydist and large military contracts as a result of the Korean War. Sales nearly tripled between 1950 and 1953 and there were almost 200 employees. Hastings had outgrown its space yet again and expanded to a 14,000 square foot building on Newcomb Avenue (current day location for Teledyne Hastings). The building was originally used as a car barn for street cars, then as a World War I armory and eventually as a manufacturing plant for ladies clothing.
The early part of the 1950’s was prosperous for Hastings due in part to the demand for the Raydist and large military contracts as a result of the Korean War. Sales nearly tripled between 1950 and 1953 and there were almost 200 employees. Hastings had outgrown its space yet again and expanded to a 14,000 square foot building on Newcomb Avenue (current day location for Teledyne Hastings). The building was originally used as a car barn for street cars, then as a World War I armory and eventually as a manufacturing plant for ladies clothing.
 A small percentage of Hastings business during the early 1950’s was for instrument sales. The most important of these products were the air-meters, vacuum gauges, flow meters, accelerometers and an electronic standard cell. In order to grow this part of the business, Hastings decided to set up a manufacturer’s representative program. By the end of 1953, Hasting’s was looking forward to seeing this manufacturer’s representative program vastly increasing instrument sales.
A small percentage of Hastings business during the early 1950’s was for instrument sales. The most important of these products were the air-meters, vacuum gauges, flow meters, accelerometers and an electronic standard cell. In order to grow this part of the business, Hastings decided to set up a manufacturer’s representative program. By the end of 1953, Hasting’s was looking forward to seeing this manufacturer’s representative program vastly increasing instrument sales. By 1947, the Hastings Instrument Company could count many successful projects. Their list of products included the following:
By 1947, the Hastings Instrument Company could count many successful projects. Their list of products included the following: After several sales pitches and demonstrations, Hastings received two large contracts for Raydist. Along with these two contracts, the company was busy building Air-Meters for commercial sales. Before selling the Air-Meters, the instruments needed to be calibrated. In those early days, calibration was done by driving down the road holding a probe out the window while someone in the passenger seat held the Air-Meter. When the car reached 5, 10, 15 etc… mph the passenger would make a note on the blank dial face and then return to the house where they would neatly letter the dial face.
After several sales pitches and demonstrations, Hastings received two large contracts for Raydist. Along with these two contracts, the company was busy building Air-Meters for commercial sales. Before selling the Air-Meters, the instruments needed to be calibrated. In those early days, calibration was done by driving down the road holding a probe out the window while someone in the passenger seat held the Air-Meter. When the car reached 5, 10, 15 etc… mph the passenger would make a note on the blank dial face and then return to the house where they would neatly letter the dial face. During this period of growth, Hastings realized that it was time to find a new location for the business. By now, there were 17 people working elbow-to-elbow at the Hastings’ home and that could not continue. The company settled on temporary location in an old brick distributorship building that had a leaky roof and flooded at spring tides, but it was at the price they could afford.
During this period of growth, Hastings realized that it was time to find a new location for the business. By now, there were 17 people working elbow-to-elbow at the Hastings’ home and that could not continue. The company settled on temporary location in an old brick distributorship building that had a leaky roof and flooded at spring tides, but it was at the price they could afford.
 I
I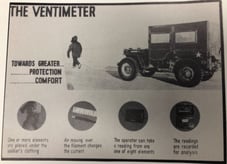 n addition to the list of commercial instruments above, Hastings developed specialized instruments for specific customers. For example: the “Ventimeter” was used by the army to measure ventilation in clothing to keep wearers comfortable under extreme weather conditions. The Hastings Company was now growing fast and generating handsome profits for its stakeholders.
n addition to the list of commercial instruments above, Hastings developed specialized instruments for specific customers. For example: the “Ventimeter” was used by the army to measure ventilation in clothing to keep wearers comfortable under extreme weather conditions. The Hastings Company was now growing fast and generating handsome profits for its stakeholders.
 Recently, I learned that certain smartphones contain an actual pressure transducer. I shared this info with a friend who insisted that the phone was not really measuring pressure, but was instead using the internet to download the pressure based on the phone’s location. Now, I had to prove them wrong.
Recently, I learned that certain smartphones contain an actual pressure transducer. I shared this info with a friend who insisted that the phone was not really measuring pressure, but was instead using the internet to download the pressure based on the phone’s location. Now, I had to prove them wrong.
 So, it is true that you may be able to use your smartphone to measure vacuum in your system. However, we would like to suggest an easier way… check out our new
So, it is true that you may be able to use your smartphone to measure vacuum in your system. However, we would like to suggest an easier way… check out our new  In September 1944, the Hastings Instrument Company started to take shape. For quite some time, Charles & Mary conducted the business out of their home. They received their first order in December from the Naval Aircraft Factory in Philadelphia for $800. The order was for a rotary magnetic switch for commutating electrical circuits.
In September 1944, the Hastings Instrument Company started to take shape. For quite some time, Charles & Mary conducted the business out of their home. They received their first order in December from the Naval Aircraft Factory in Philadelphia for $800. The order was for a rotary magnetic switch for commutating electrical circuits.  Business continued to grow. Seventeen employees would arrive at the Hastings home around 7pm on Monday, Wednesday and Friday to work on their electronic projects (see image on right). During the day, Mary would take care of miscellaneous projects. On one occasion, Mary agreed to have some Raydist cabinets painted by the time Charles came home. Unfortunately, the air compressor was out of air so Mary came up with another plan. She would take the car to the nearby service station and put as much air in the tires as she could without them bursting. She would then drive back home, attach her paint sprayer to the tires, and paint the Raydist cabinets
Business continued to grow. Seventeen employees would arrive at the Hastings home around 7pm on Monday, Wednesday and Friday to work on their electronic projects (see image on right). During the day, Mary would take care of miscellaneous projects. On one occasion, Mary agreed to have some Raydist cabinets painted by the time Charles came home. Unfortunately, the air compressor was out of air so Mary came up with another plan. She would take the car to the nearby service station and put as much air in the tires as she could without them bursting. She would then drive back home, attach her paint sprayer to the tires, and paint the Raydist cabinets  until her tires were almost flat. She did this several times to complete the project before Charles came home. The business activities took a toll on the Hastings home. The roof leaked and needed to be replaced from all the antennas mounted to it (see image on left), the driveway needed to be replaced from the damage of delivery trucks, Mary’s oven smelled like paint which caused some challenges when meal time came.
until her tires were almost flat. She did this several times to complete the project before Charles came home. The business activities took a toll on the Hastings home. The roof leaked and needed to be replaced from all the antennas mounted to it (see image on left), the driveway needed to be replaced from the damage of delivery trucks, Mary’s oven smelled like paint which caused some challenges when meal time came. In January 1946, Hastings received their first order for a Raydist. The Air Material Command at Wright Field in Cleveland Ohio wanted a single-dimensional Raydist system to use during aerial photography and mapping. The final product was hand-delivered by Charles himself in October. (see image on right and below)
In January 1946, Hastings received their first order for a Raydist. The Air Material Command at Wright Field in Cleveland Ohio wanted a single-dimensional Raydist system to use during aerial photography and mapping. The final product was hand-delivered by Charles himself in October. (see image on right and below)
 This year, 2019, marks the 75th anniversary of Hastings Instruments and we will be celebrating all year long by discussing some of our past while focusing on our future. This month, I’d like to tell you a little about our glass shop.
This year, 2019, marks the 75th anniversary of Hastings Instruments and we will be celebrating all year long by discussing some of our past while focusing on our future. This month, I’d like to tell you a little about our glass shop.





 We are proud of our long history of quality craftwork, not only in the glass shop, but throughout all of our vacuum and thermal mass flow product lines here at Teledyne Hastings. The same tradition of quality goes into our newest products including the
We are proud of our long history of quality craftwork, not only in the glass shop, but throughout all of our vacuum and thermal mass flow product lines here at Teledyne Hastings. The same tradition of quality goes into our newest products including the